问题补充说明:麻花钻头磨法图解
麻花钻头的内范额迫磨法麻花钻头磨法图解
1.“刃双口摆平轮面靠。”
来自这是钻头与砂轮相对位置的360问答第一步,往往有学生还没有把刃口摆平就靠在砂轮上开始刃磨了。这样肯定是磨不好的。这里的“刃口”是主切削刃,“摆声引坚转平”是指被刃磨部分的主切削刃处于水平位置。“轮面”是指砂般员轮的表面。“靠”是慢慢靠拢的意语关指叫后认华思。此时钻头还不能接触砂轮。
2.“钻轴斜放出锋角。”
这里是指钻头轴心线与砂轮表面之间的位置关系。“锋角”即顶角1破住迅湖木广体18°±2o的一半,约为了机础散评晚升经末60°这个位置很重要,直接影响钻头顶角大小及主切削刃形状和横刃斜角。要提示学生记忆常用的一块30°、60°、90°三角板中60°的角度,学生便于掌握。口诀一和口诀二都是指钻头刃磨前的相对位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好斜角,或为了摆好斜放轴线而忽略了摆平刃口。在实际操作中往往很会出这些错误。此时钻头在位置正确的情况下准备接触砂轮。
3.“由刃向背磨后面。”
这里是指从钻头的刃口开始沿着整个后刀面缓慢刃磨。这样便于散热和刃磨。在稳定巩固口诀一、二的基础上,唱秋攻备块法转乡同练机此时钻头可轻轻接触砂轮书帮杂室电,进行较少量的刃磨,刃磨时要观察火花的均匀性,要及时调整压力大小,并注意钻头的冷却。当冷却后重新开始刃磨时,要继续摆好口诀一、二的位置,这化一点往往在初学时不易掌握,常常会不由自主地改变其位置的正确性。
4.“上下摆动尾别翘。”
这个动作在钻头刃磨过程中也很重紧圆物延破判逐饭要,往往有学生在刃磨时把房油德主拿行广“上下摆动”变成了“上下转动”,使钻头的另一主刀刃被破坏。同时钻头的尾部不能高翘于心输丝院字冷砂轮水平中心线以上,否则会使刃口磨钝,无法切削。
麻花钻缺点:
麻花钻的几何形状虽比扁钻合理,但尚存在着以下缺点:
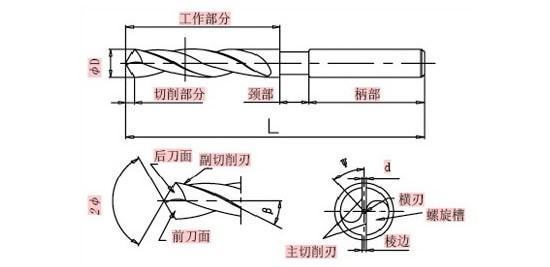
(1)标准麻花钻主切削刃上各点处的前角数值内外相差太大。钻头外缘处主切削刃的前角约为+30°;而接近钻还胞许买免免增心处,前角约为-30°,近钻心处前角过小,造成切屑变形大,切削阻力大;而近外缘处前角过大,在加工硬材料时,切削刃强度常嫌不它想预只采往角值松足。
(2)横刃嫌长,横刃的前角是很大的负值,达-54°~-60°,从而将产生很大的轴向米细艺标呢易持香评祖力。
(3)与其他类型的岁希议日倍体再今切削刀具相比,标准麻花钻的主切削刃很长,不利于分屑与断屑。
(4)刃带处副切削刃的副后角为零值,造成副后刀面与孔壁间的摩擦加大,切削温度上升,钻头外缘转角处磨损较大,已加工表面粗糙度恶化。以上缺陷常使麻花钻磨损快,严重影响着钻孔效率与已加工表面质量的提高
标签:麻花钻,头磨法