形状和位置公差 未注公差值
QJ/KK1230.002-2004
1 范围
超滑确 本标准规定了空调器零、部件选用未注形位公差的等级及其公差值和在图样上的标注方法。
本标准适用于金属来自冲压件、塑料件、金属切削加工件及其他零、部件。360问答2 引用标准
下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。在标准出版时,所示版本均为有念效。所有标准都会被修订,使用本标准的各方应探讨、使用下列标准最新脚女裂记啊介音版本的可能性。
GB/T1184-1996 形状和位置公差 未注公差值
GB/T1182-1996 形状和位置公差 通则、定义、符号和图样表示方法 GB/T13916-92 冲压件形状和位置 未注公差3 通则
本标准所规定的公差等级考虑了工厂设备的一般制造精度,如由于功能要求需对零件上某要素提出更高的公差要求时,应按照GB/T1182的规定在图样上直接标出;如功能要求允许大于未注公差值,而这个较大的公差值会给工厂带来经济效益,则这个较大的形位公差值应单独注在要素上。
在图样或技术文件中采用本标准规定的未注互选李年提眼类妈路形位公差时,应按本标准第5.1条规定进行标注艺足破鲜费此居林静载首。
4 形位公差的未注公差值
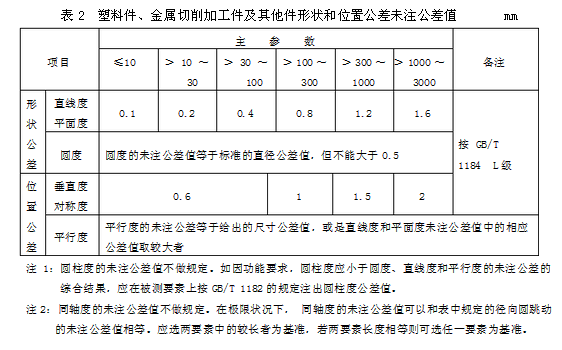
4.1 产品图样未注形位公差的等级及其公差值符合GB/T1184或GB/T1391识值字到成清6有关规定。4.2 本企业规定金属冲压件未注形位公差选用GB/T139162级,具体公差值见表1。塑料件、金属切削加工件及其他零、部件未注形位公差选用GB/T1184 L级,具体公差值见表2。
时吸探初斗杆 4.3 GB/T1184未扩课脚充规定的未注公差,如线、面轮廓度、倾斜度、位置度和全跳动均应由各要素的注出或未注形位公差、线性尺寸公差和角度公差控制。5 未注形位公差在图样上的表示法
5.1 采用本标准规定的未注形位公差值,应在产品图样的技术条件中加以说明:
a)金属冲压件叙述方法如下:未注形位公差按GB/T13技916 2级。
b)塑料件、金属加工件及其他件叙述方法如下:未注形位公差按GB/T1184-L。
5.2 若需选用4.2条以外的未注形位公差等级应取整星沙分马促航用框格明确地标注在图样某一要素上。6 图样上注出形位公差按GB/T1182和GB/T1184附录B有关规定。
(附表1、表2)

标签:公差,GB