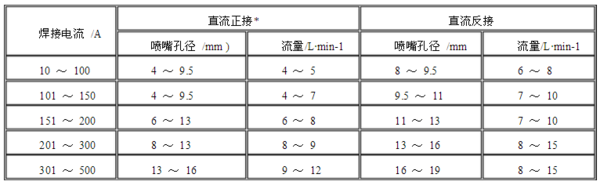
一般采用的钨极规格为2.0或者2.5/2.4mm,铈钨极。电流控制在80~140之间,根据板裂雹悔厚或者壁厚确定。气体一般是肆指说流量,很少谈及压力,只要瓶中压力不低于0.5MPa就可以,流量一般在10~15L/Min.正常情况焊接黑色金属为DCEN即直流正接。
氩弧焊技术是在普通电弧焊的原理的基础上,利用氩气对金属焊材的保护,通过高电流使焊材在被焊基材上融化成液态形成熔池,使被焊金属和焊材达到冶金结合的一种焊接技术,由于在高温熔融焊接中不断送上氩气,使焊材不能和空气中的氧气接触,从而防止了焊材的氧化,因此可以焊接不锈钢、铁类五金金属。
扩展资料
普通直流氩弧焊为工件接在输出正端,焊枪接在输出负端,当焊机有交流功能时,焊机输出端按照一定的频率切换正负输出端,工件接在输出负端,焊枪接在输出负端时就是清洗状态。
控制焊接时的手稳是最大的关键,避免发抖烧损肆正坞极造成熔池夹钨。控制方法可采用握焊枪的食指支撑于所焊管道或板件。钨极伸出长度可根据坡口的深浅来选择,一般3~5MM。
参考资料:百度百科-钨极氩弧焊
标签:氩弧焊,拉焊,电流
版权声明:文章由 淘百问 整理收集,来源于互联网或者用户投稿,如有侵权,请联系我们,我们会立即处理。如转载请保留本文链接:https://www.taobaiwen.com/life/42999.html